")
")



Предназначена для автоматизации приемочного контроля сварных стыков рельсов на рельсосварочных предприятиях (РСП)
Установлена на РСП-1 Октябрьской ж.д. (г. Санкт-Петербург)
Не имеет мировых аналогов
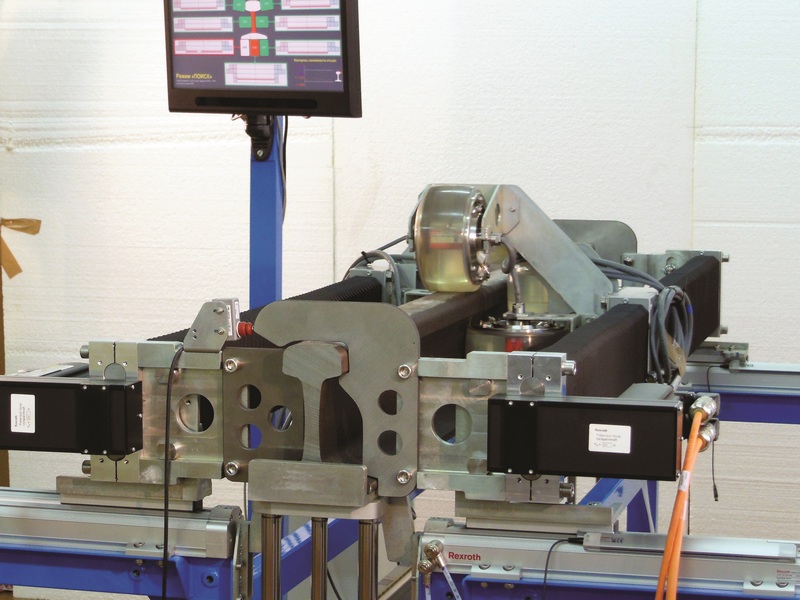
Установка состоит из:
- несущей рамы с устройством сканирования;
- восьми ультразвуковых колесных преобразователей;
- устройства управления пневмоцилиндрами и линейными сканерами;
- управляющего компьютера;
- дисплея отображения результатов контроля;
- видеокамер и дополнительного оборудования.
Отличительные особенности установки:
- повышение производительности контроля в 3 раза (время проверки одного сварного стыка – неболее 3 мин.)
- минимизация влияния человеческого фактора;
- подробный протокол контроля на каждый сварной стык,
- 84-канальная схема прозвучивания;
- три метода УЗ контроля (эхо-, зеркальный и ЗТМ);
- все преимущества колесных преобразователей: качественный акустический контакт, нечувствительность к поверхностным неровностям, не требуют частой настройки, длительный срок службы;
- обнаружение трудновыявляемых дефектов сварки;
- отображение сигналов на мониторе: мнемоническое изображение рельса с индикацией дефекта, В-развертка, А-развертка;
- индикация параметров настройки дефектоскопа и выявленного дефекта;
- измерение прямолинейности рельса в зоне сварного стыка электронной линейкой;
- измерение твердости металла рельса в зоне сварки;
- фотографирование поверхности сварного стыка;
- передача данных на сервер РСП;
- технические решения защищены 4 патентами на изобретения.
Инновационными техническими решениями в установке АВТОКОН-С являются:
- полная автоматизация процесса сканирования сварных стыков рельсов;
- применение новых методов ввода ультразвуковых колебаний в рельс с помощью ультразвуковых колесных преобразователей;
- комплексная диагностика качества сварного шва (дефектоскопирование, измерение геометрии, измерение твердости металла);
- фоторегистрация номера и поверхности сварного стыка;
- регистрация параметров и процесса контроля с формированием подробного протокола;
- возможность передачи диагностической информации на центральный сервер для формирования электронного паспорта рельсовой плети.